Warum InsideSLM?
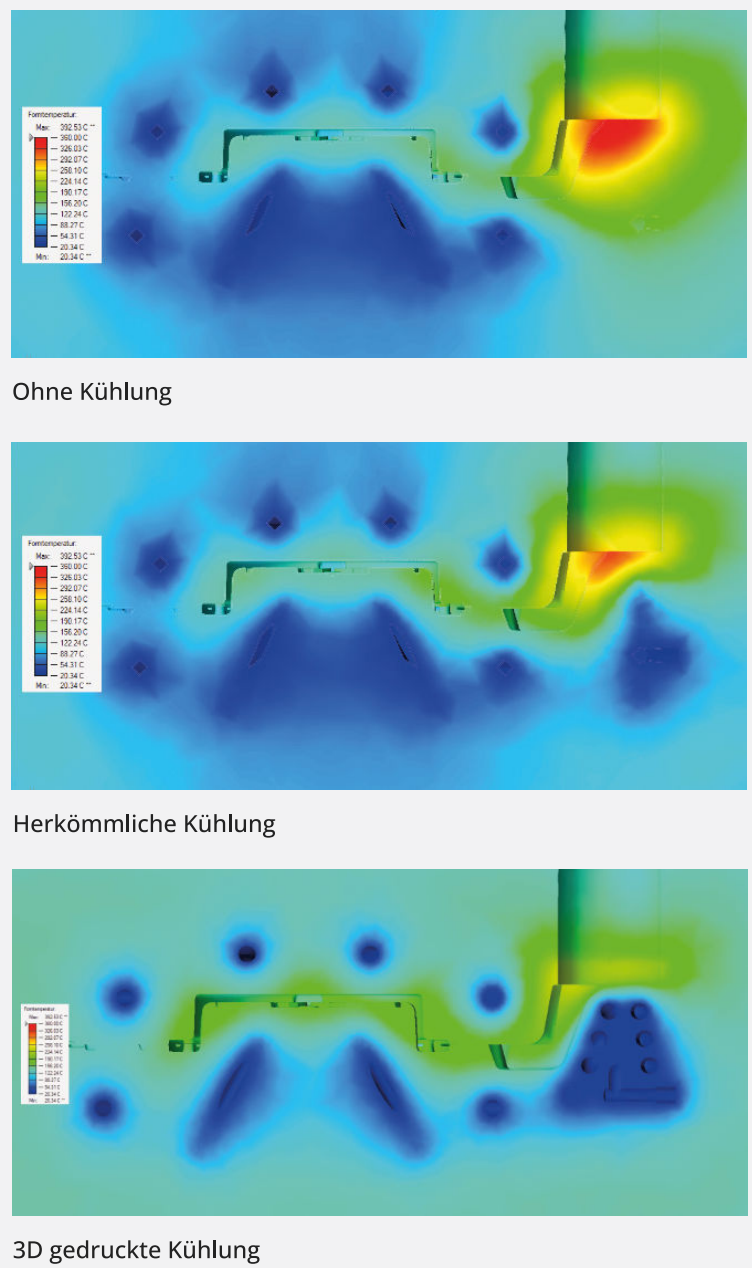
Nach dem Schuss muss die Temperatur des Werkzeugs schnell und gleichmäßig gesenkt werden, damit das Alu erstarrt.
Bleibt das Teil zu lange in der Form, lässt es sich nur noch schwer lösen. Verzug und Reibstellen sind die Folge.
Da sich im Bereich der Tablette (Einfüllöffnung für flüssiges Alu) das meiste Material und die höchste Temperatur befinden, gibt sie meist die Erstarrungszeit vor.
Auch bei Hotspots (heiße Areale im Teil) kann so die Kühlzeit verkürzt und das Entstehen von Lunkern reduziert werden.
Vorteile InsideSLM:
- Verringert die Zykluszeiten im Prozess
- Minimiert die Gefahr von Schwindungslunkern sowie Porosität im Gussteil
- Ermöglicht das Minimalmengen sprühen
durch effektive Kühlung - Beseitigt Hotspots in der Form
- Das bedeutet eine Druckgussteile sowie verbesserte eine kürzere Zykluszeit.
Das bedeutet eine verbesserte Qualität der Druck- und Spritzgussteile sowie eine kürzere Zykluszeit.

Konturnahe Temperierung
Wir setzen den 1.2343 anstatt des 1.2709 ein, da der 1.2343 eine hohe Warmfestigkeit, höhere Zähigkeit und eine höhere Wärmeleitfähigkeit sowie bessere Warmrissunempfindlichkeit hat.
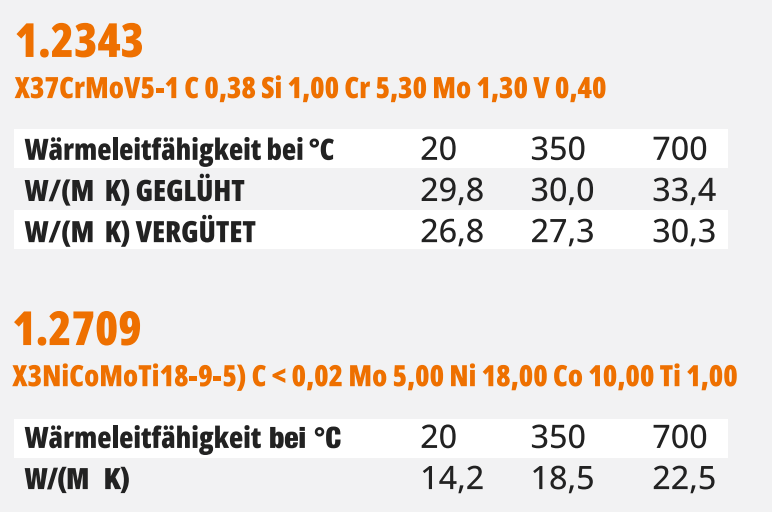
Er ist so mit geeigneter für den Druckguss und Spritzguss.
Teile die mit dem InsideSLM aus 1.2343 hergestellt sind können individuell auf eine Härte von 42 HRC bis 52 HRC gehärtet werden und wie Bauteile aus normalen 1.2343 in der Form verwendet werden.
Es gibt also keine Einschränkungen gegenüber der herkömmlichen Fertigung.
InsideSLM mit 1.2343

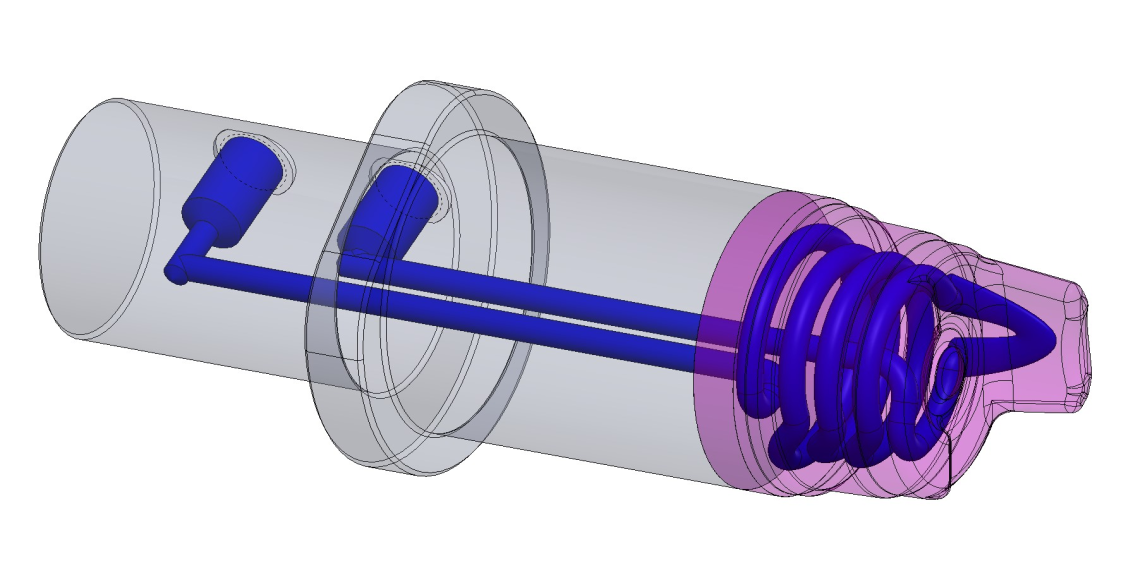
Während sich herkömmliche Kühlungen nur durch Bohren einbringen lassen und meist gerade sind, kann bei der konturnahmen Kühlung mit Inside SLM (3D-Druck) die Kühlung im 3D entlang der Kontur eingebracht werden.
So kann sie bei komplizierten Verläufen (z.B. Spiralen) an die Geometrie angepasst werden.
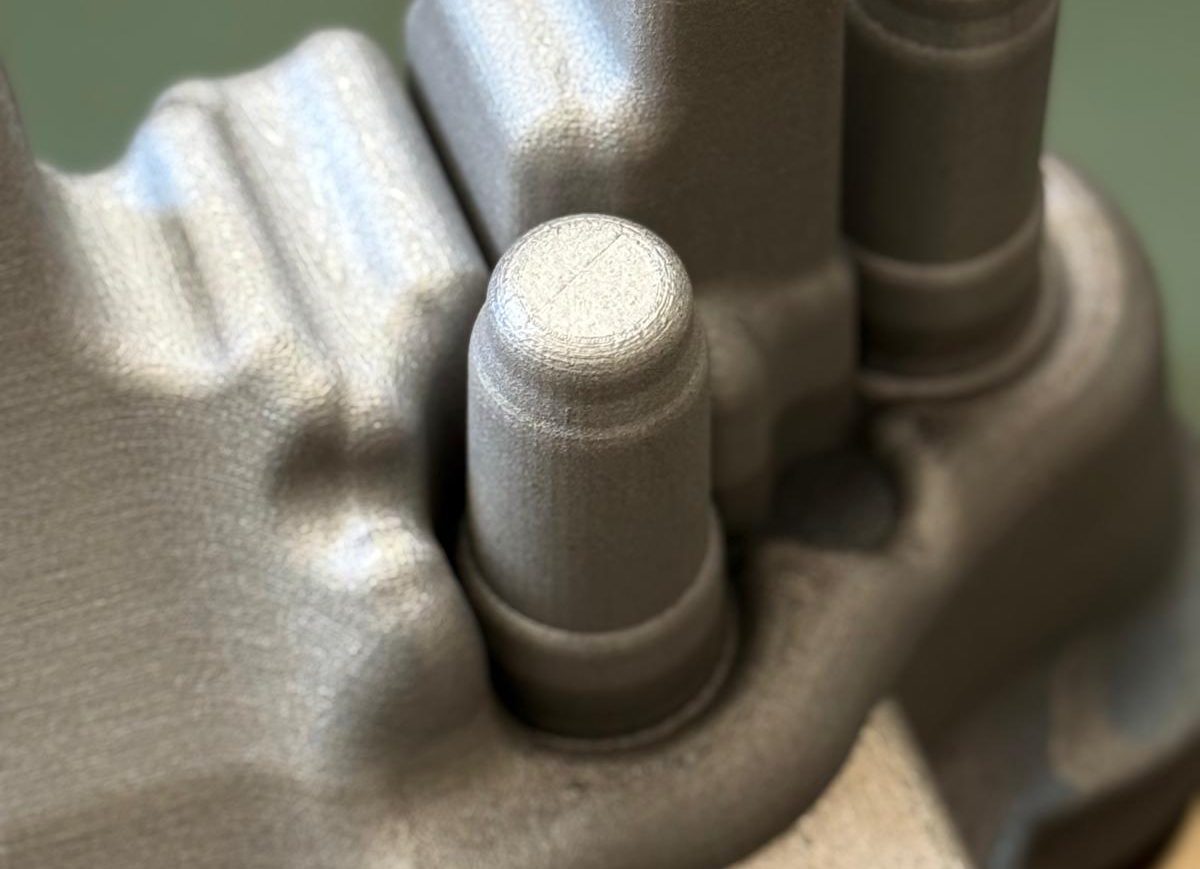
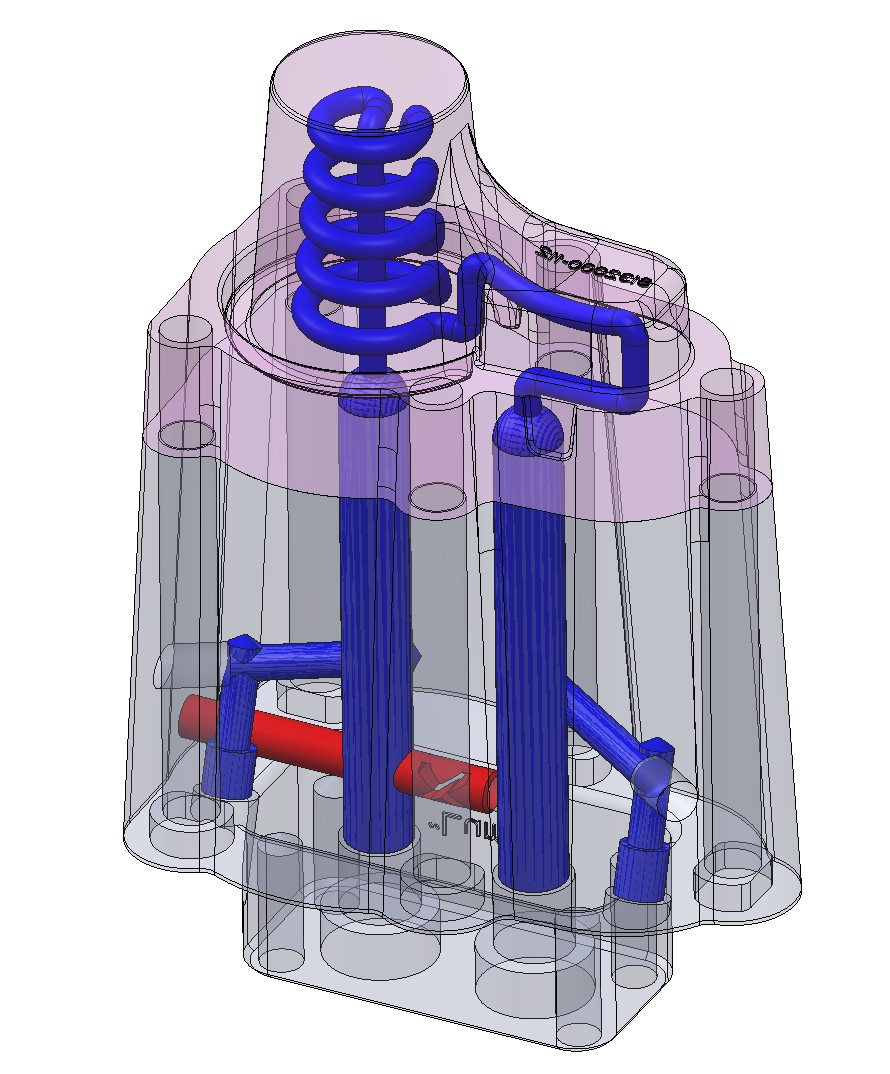
Wir stellen Bauteile in hybrider Bauweise her, d.h. der "natur" 1.2343 wird so lange verwendet wie eine Bohrung gerade gebohrt werden kann, erst wenn die 3D Kühlung benötigt wird, verwenden wir das InsideSLM Verfahren 3D Druck.
grau = natur 1.2343ESU und rot = 1.2343 Pulver
Das spart Kosten und Fertigungszeit.
Es gibt keinen Nachteil zwischen "Natur" Material und 3D gedruckten Material. Beide erreichen ein NADCA B-C Gefüge.
Die Härte kann zwischen 42 bis 52 HRC eingestellt werden.
Es gibt also keine Einschränkungen.
InsideSLM hybride Bauweise
InsideSLM – der Gamechanger für Druckguss und Spritzguss.
Fragen Sie uns, wir haben
immer eine Lösung.